
When it comes to coatings, there is one single factor that influences the success of an application more than any other; adhesion. Without a strong bond to the substrate, any coating will be fundamentally flawed and the longevity of the solution may be jeopardised. Happily, Belzona is on hand to deliver the support required to ensure that every application can be successful.
Firstly, we have spent many years researching adhesion and developing our products with this in mind – so most of the work is already done! All that is left to do is to pay attention to a few key points during surface preparation and application; but before we get onto that, let us talk a little about adhesion theory.
Theory for successful applications
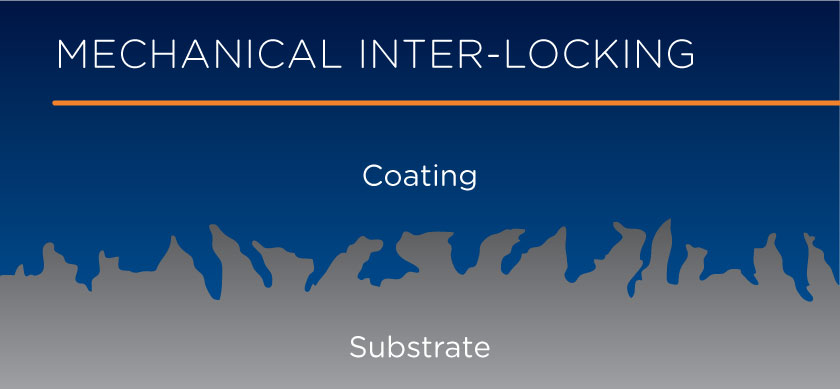
A key mode of adhesion utilised by Belzona products is mechanical adhesion, which contributes significantly to the overall bond strength. It may not be obvious, but on the micro scale most surfaces are very rough, with steep peaks and troughs across the entire area. Mechanical adhesion relies on this irregularity to form a bond. The product is applied in a liquid or paste form, allowing it to seep into all the small gaps and creating what is known as mechanical interlocking. When the product solidifies it is then locked into place, which over the whole area creates a very strong bond.
Adhesion can be greatly improved and optimised by the correct surface preparation techniques. In order to achieve this, it is important to remove any corroded or loose material, as well as contamination such as moisture, oil, salts and general dirt. Such contamination will prevent the product from making contact with the surface, reducing the overall adhesion. In addition, trapped contamination can cause damage to the substrate, even if a protective coating is placed over the top. The second point to note is that by using abrasive preparation techniques, such as grit blasting, the surface roughness is increased, which in turn amplifies the effect of the mechanical interlocking and leads to greater adhesion.
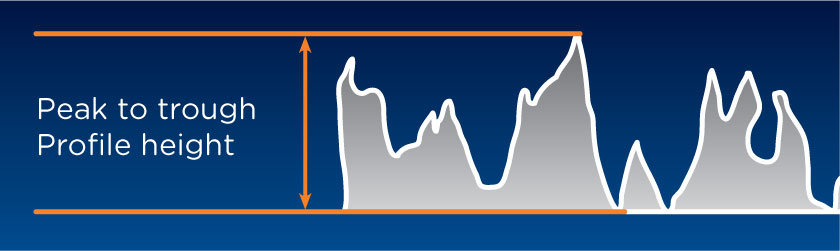
The roughness or “profile” of a surface is expressed as a measurement of distance, typically given in microns or mils. This value represents the distance between the highest peak and lowest trough of the surface. For optimum bond strength, a minimum average surface profile of 75 microns (3 mils) is recommended.
Surface preparation
Now that we have established what we are looking for in surface preparation, we can move on to talk about how these criteria can be achieved. Listed below are the methods used to clean and roughen a surface for improved bond strength, ranked in order of effectiveness:
- Abrasive blasting – Removes oil, grease, mill scale, corroded metal, general dirt and most other types of contamination, whilst also creating a rough surface profile. Angular type abrasive grits are recommended for the best results. This is the only method of surface preparation that Belzona recommends, prior to application of coatings destined to operate in immersed conditions.
- Machining – Overall, a rough, irregular finish is desired, which removes the top layer of material whilst simultaneously taking away most types of contamination. This method is ideal for shaft applications, as these can be easily achieved on a lathe.
- Mechanical grinding – Allows for a rough, irregular surface, which removes contamination, as with machining. This provides a good result, however abrasive blasting gives a better surface profile. Ideal for scenarios where abrasive blasting equipment cannot be used, such as where access to the area is limited.
- Hand tools – Good for removing general contamination and corroded material, however it can prove difficult to remove mill scale, so hand tools are not recommended for new metal. Furthermore, the mechanical bonding potential is reduced with hand tools because it creates a less than ideal surface profile. This method is preferred for scenarios where short term / emergency repairs are being made, or in softer metals, such as lead, where the profile can be created more easily.
- Emery paper – This will remove some contamination and roughen softer surfaces such as lead. Also, it can be used to clean and roughen some existing paints or coatings before over-coating.
Always contact Belzona for advice on applying over existing paints and coatings
Where possible Belzona also recommends using an industrial degreaser to clean the surface prior to and post surface preparation. Degreasing the surface before surface preparation will remove most of the grease and oil, preventing this from embedding into the surface during preparation. Degreasing after surface preparation removes any final contamination that may have been left on the surface during preparation. This is necessary as the tool used to prepare surfaces can often pick up and hold contaminants during preparation, hence it may still leave small amounts on the surface. If salt contaminants are detected in the surface, it is recommended that high-pressure water jetting is used. This effectively removes any soluble salts present in the substrate, creating a preferred surface for improved performance. Furthermore, salt removal aids, such as Saltaway, are also available to improve and speed salt removal.
Inspection
Prior to any application it is important to inspect the quality of the surface preparation. There are a wide variety of standardised testing methods to check both the cleanliness and profile of the surface. In terms of metal substrates, Belzona recommends achieving at least one of three standards of cleanliness. Initially, there is the visual standard ISO 8501-1, which contains images of steel surfaces, prepared using grit blasting to different levels of cleanliness. Moreover, for all applications in which grit blasting is used, it is recommended that the following standard of cleanliness is achieved:
- ISO 8501-1 Sa 2 ½ very thorough blast cleaning
- American Standard near white finish SSPC SP 10
- Swedish Standard Sa ½ SIS 05 5900
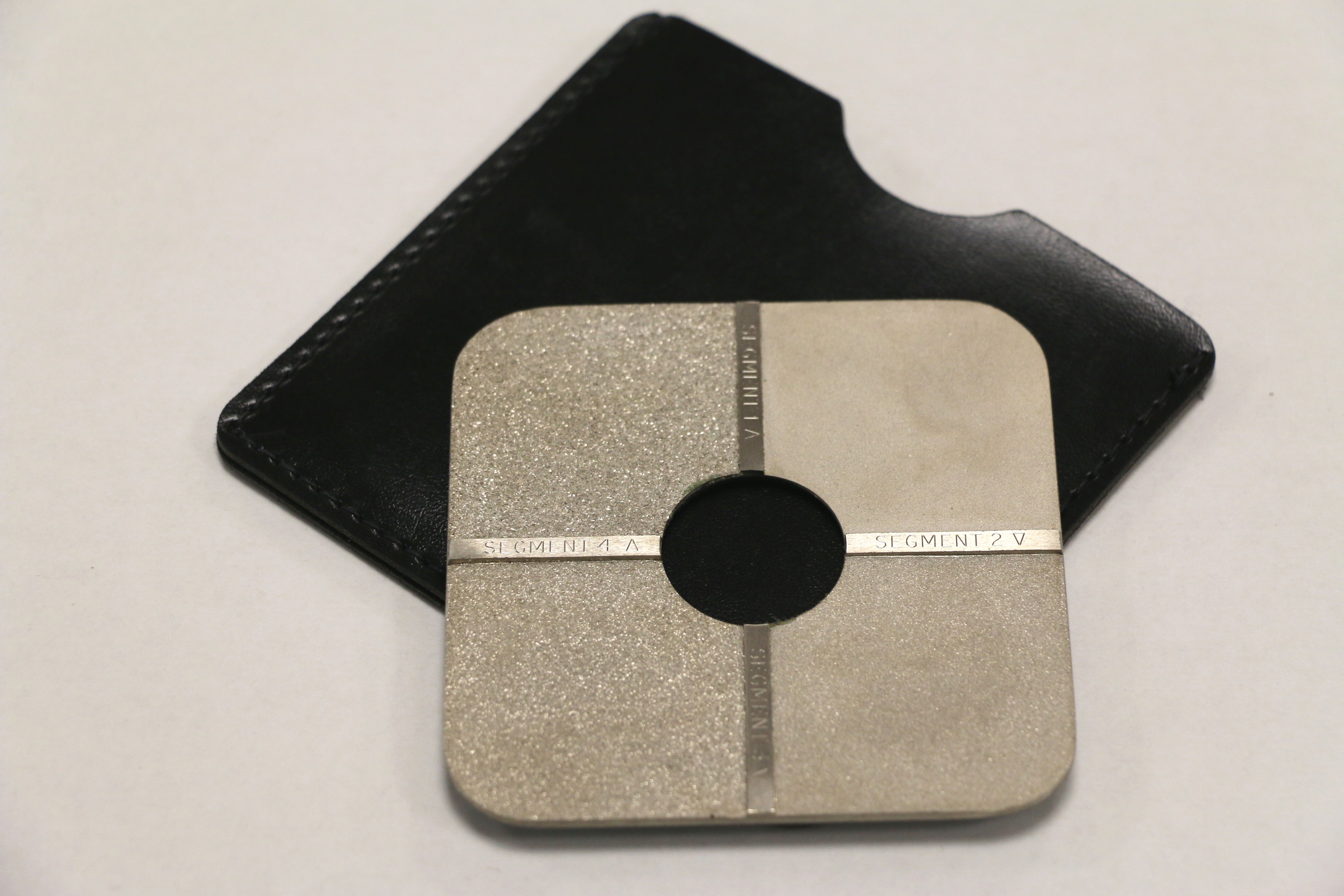
Similarly you can measure the surface profile using visual methods. ISO comparators can be placed onto the surface as a visual reference to approximate the surface profile achieved. These comparators come is two types – ‘S’ type for shot blasted surfaces and ‘G’ type for grit blasted surfaces – so selection is important. This method is good as a quick visual reference; however it is not very precise and therefore not ideal as an inspection technique.
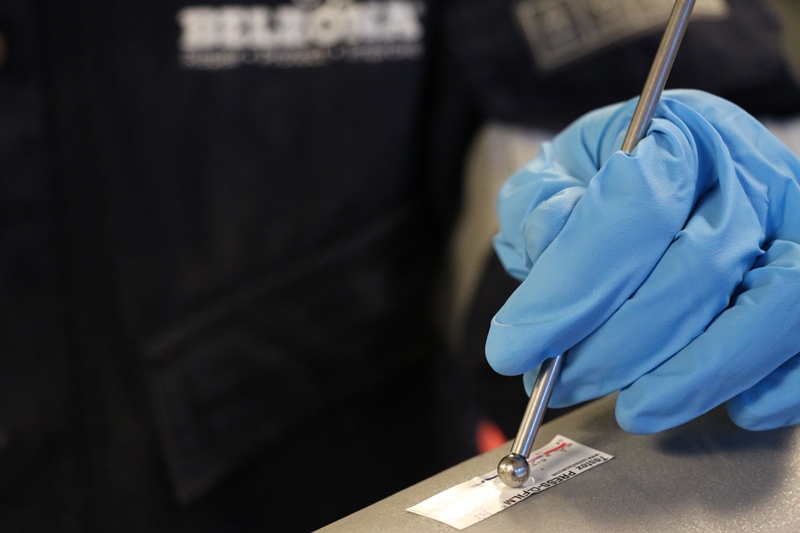
For a more precise method, Belzona recommends using Replica Tape. This is a small strip of adhesive paper with a small square of compressible foam plastic attached. The strip is placed on the prepared substrate and the foam is rubbed with a burnishing tool. The thickness of the foam is then measured using a micrometre, which in turn highlights the surface profile. In order to get a more accurate average reading, it is recommended that five readings are taken for the first square metre (11ft) and 1 for every square meter thereafter.
In scenarios where the coating will be submerged in a fluid, grit blasting is required. For these applications a minimum cleanliness standard of SA 2.5 and a minimum, average surface profile of 75 microns are essential. Salt contamination levels are also specified for applications destined to operate in immersed conditions.
Summary
In terms of adhesion theory, it is safe to say that this post has barely scratched the surface. However, it has hopefully given you an insight into key things to look out for, which should help you avoid getting into sticky situations. Belzona is always on hand to provide product information and application guidance. If you have any questions please comment below, or feel free to contact us directly.
Thomas Martin. Technical Services Engineer since July 2015



{kind=link}
Fantastic Blog! Thank you so much for sharing this one really well defined all peaceful info,I Really like it,Love it
Surface preparation by Bristle Blaster is not mentioned.Perhaps this method could be incorporated.
Thanks.
Sunil
Hi Sunil,
You have made a very good point, thank you for your input!
Bristle blasting is an excellent technique for removing existing coatings, corroded metal and surface contaminants. It also provides a very good surface profile for non-immersed conditions and is a great choice for small repair areas.
Many Thanks,
Thomas
Maybe you can quantify the adhesion values (choose 1321) based on the different preparation techniques!!
This would be be helpful to most consultants and lead to more sales
dumb question…sorry…how do you see the responses to your blog??
What about putting this blog-stuff on the “bel”?
cheers
Hi Chuck,
Thank you for your comment – it’s always good to hear a response! In terms of responses they get approved and then appear, and we can reply through the comments section as well.
We could look at how we determine adhesion rates and perhaps explore the test we do i.e. Dolly Pull Off Test. Do you think a blog post on this would be useful?
Thanks,
Tom